

How to Achieve Optimal Results with Sheet Metal Press Brakes
Sheet metal press brakes are essential tools in the fabrication industry, capable of creating precise bends and shapes in metal sheets. To achieve optimal results with press brakes, it is crucial to consider several factors, including machine selection, material preparation, tooling setup, and process parameters. This article provides a comprehensive guide to help you maximize the performance and quality of your press brake operations.
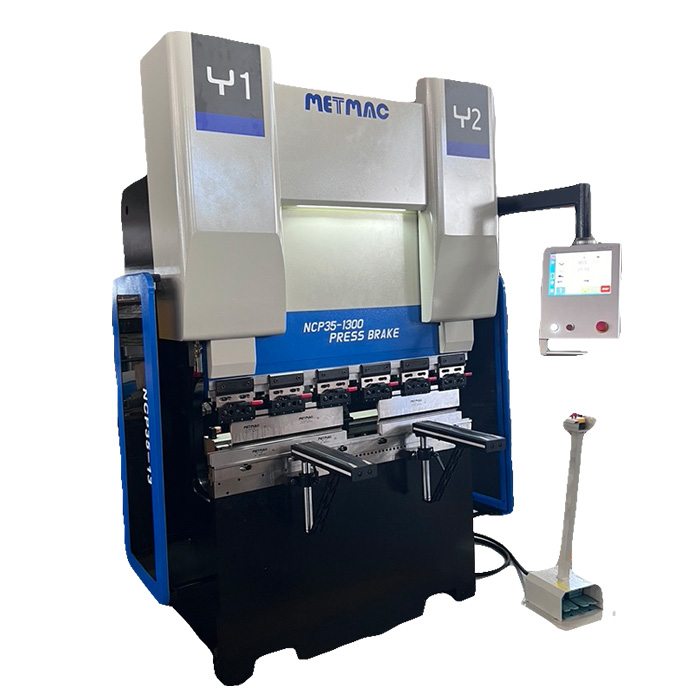
Machine Selection
The type of press brake you choose depends on the requirements of your application. Mechanical press brakes offer high force and rigidity but limited speed, while hydraulic press brakes provide smoother operation and higher speeds. CNC (computer numerical control) press brakes enable precise and complex bending sequences, making them suitable for high-volume production.
Material Preparation
Proper material preparation ensures accurate bending results. Remove any surface contaminants that may interfere with the bending process. Use a suitable lubricant to minimize friction and prevent scoring. For thicker materials, preheating may be necessary to improve formability.
Tooling Setup
The selection and setup of tooling are critical for achieving the desired bend. Choose the appropriate punch and die combination based on the material thickness, bend radius, and bend angle. Ensure that the tooling is properly aligned and secured to prevent slippage or distortion.
Process Parameters
Setting the correct process parameters is essential for controlling the bending process. Adjust the bending pressure and speed according to the material properties and the required bend specifications. Monitor the bending angle using an angle gauge to ensure accuracy.
Bend Allowance
Bend allowance is the amount of material required to create the desired bend angle. It varies depending on the material, thickness, and bend radius. Consult with the material supplier or use a bend allowance calculator to determine the appropriate allowance.
Springback
Springback is the tendency of the material to partially return to its original shape after bending. Compensate for springback by adjusting the bending angle slightly beyond the desired angle. The amount of springback depends on the material properties and the bending parameters.
Quality Control
Regularly inspect the press brake and its components to ensure proper operation. Check for wear or damage to the tooling and replace it as necessary. Monitor the bending process and adjust the parameters as needed to maintain consistent quality.
Safety Considerations
Press brakes are powerful machines that pose potential safety hazards. Always wear appropriate safety gear and follow safe operating procedures. Ensure that the press brake has adequate guarding and safety interlocks. Maintain a safe work area free from tripping hazards and other obstacles.
By following these guidelines, you can achieve optimal results with sheet metal press brakes, ensuring precise bends, high-quality products, and efficient production processes.
-
Press Metal Machine: The Definitive Guide to Precision Metal Forming
2026/03/12 -
Metal Punching Machine: The Ultimate Guide to Precision Hole Punching
2026/03/10 -

Sheet Metal Machinery: The Ultimate Guide to Industrial Fabrication Excellence
2026/03/04 -
Iron Sheet Laser Cutting Machine: Unmatched Precision for Demanding Fabrication with METMAC
2026/01/06
-
Sheet Metal Press Brake: Ultimate Guide to Precision Bending Technology in 2024
2026/03/13 -
Metal Punching Machine: Ultimate Guide to Precision Manufacturing in 2024
2026/03/11 -

Metal Folding Machine: Comprehensive Guide to Precision Bending in 2024
2026/03/09 -

Sheet Metal Equipment: Ultimate Guide to Industrial Fabrication Solutions in 2026
2026/03/06
-
Improving Accuracy in Metal Fabrication with Laser Metal Shear Machines
2024/05/11 -
Latest Technological Advancements in Rectangular Duct Machines
2024/05/11 -
Integrating Automation with Rectangular Duct Machines for Enhanced Productivity
2024/05/11 -
Metal Shear Machines- Essential Tools for Precision Metal Cutting
2024/05/11
-
A Guide to the Latest Innovations in Sheet Metal Folding Machines
2024/11/29 -
Key Features to Consider When Investing in a Sheet Metal Folding Machine
2024/11/28 -
Enhancing Precision with Advanced Sheet Metal Folding Machines
2024/11/27 -
How to Choose the Right Sheet Metal Folding Machine for Your Workshop
2024/11/26
